CS-580单液型剥锡铅液
一、产品简介
CS-580是单液型的剥锡铅液,以硝酸为主要成份,非常优秀的产品,能适用于所有以铜做底材,电镀上锡铅金属或纯锡品的镀层剥除用,适用范围很广。
二、用途
1、印刷电路板镀锡/锡铅、喷锡退锡。
2、IC制造零件接脚退锡。
3、其它镀锡之工业产品退锡。
三、特长:
1、极少的沉淀。
2、不含氟化物、双氧水及其它有害化学物质。
3、不伤害玻璃纤维底材,不咬蚀机台设备(SUS316、Ti)。
4、使铜面光亮。
5、可以使用自动添加系统,减少换槽频率,增加生产时间。
6、剥离速度快,锡铅容许含量高。
7、适用于喷洒或浸泡的设备,维护管理容易,操作简单。
四、性状外观:
黄褐色比重:1.17~ 1.27酸价:5.5~ 6.5N
五、使用方法
1.配槽:全浓度使用,无须稀释。
1.1处理量:可剥纯锡120 g/l以上或锡铅100 g/l。
1.2流程:CS-580→ 三道循环水洗→抗氧化→水洗→烘干。
1.3保养机台请进行酸碱洗(一般15天~30天一次),步骤如下:
1.3.1配置3 ~ 5%氢氧化纳(无须精确),升温至30oC,循环喷洒4小时后排放。
1.3.2以清水常温下循环喷洒清洗30分钟后排放。
1.3.3配置3 ~ 5%盐酸或者硝酸,升温至30oC,循环喷洒清洗2小时后排放。
1.3.4以清水在常温下循环喷洒清洗30分钟后排放,然后再配置1%CS-580剥锡铅液,循环喷洒15分钟后排放。
1.3.5 清通堵塞的喷管和喷嘴
1.3.6 注入剥锡液,即可生产;有自动添加装置时,当比重达到1.30以上时,开启自动添加。
六、使用条件
1、温度:室温(20℃~35℃)
2、时间:30秒~ 2分钟
3、比重控制:(谨做参考)
3.1持续添加使用:1.30↓
3.2整槽更换使用:1.32↓
4、酸当量控制:3.5 N↑5、浸泡处理时,药液需适当的机械循环搅拌,在均一的情况下使用,多数板子一起集中处理时,板间距离需在1 cm以上,重叠处理会使液温上升,分解槽液中铜保护剂,而发生局部蚀铜现象。6、剥锡处理后需充分水洗;垂直浸泡式设备入水量应达4 Turns/hr以上,浸泡时间一分钟以上;水平喷洒式设备最少要有三道循环水洗,入水量以最后一道水洗槽体积计算,应达4 Turns/hr以上,各道水洗喷压须达2 kg/cm2以上;水洗后请快速烘干,或者立即进入下一个药水处理,避免板面产生氧化铜。
七、药液补充法
在下列各种方法中,请选择比较适合现场使用的一种方法。
1、整槽换槽生产:换槽后以CS-580剥锡铅液补充减少的液位,当比重达到1.32以上时考虑换槽。
2、持续添加生产:当比重达到1.30以上时开始添加CS-580剥锡铅液,以维持酸度,并稀释比重;此种生产方式可以节省换槽时间,大约可以增加4%产能,但是会增加生产成本。
3、以上两种方式,本公司都能配合客户需求,进行设备修改配置。
八、分析方法
1.酸当量:取样5 c.c.至100 c.c.定量瓶,用纯水定容至100 c.c.取上述稀释液5 c.c.至250 c.c.锥形瓶,加纯水100 c.c.加5滴甲基红指示剂以0.1N NaOH滴定(颜色由红变黄)计算:酸当量= 滴定ml数×0.4× FF:0.1N NaOH之溶液变量
九、设备要求
1.本药液是属强酸,请小心使用。
2.剥锡铅是放热反应,建议使用冷却系统控制温度。
3.应有比重侦测系统,随时侦测比重变化,以避免人为疏失异常发生;另外可搭配自动添加系统,增加生产时间。
十、废液处理方式
剥锡铅废液为高污染废液,本公司不建议客户自行处理;本公司在此地有专业的电路板废液回收厂商配合,可代为客户免费处理。
使用时注意事项
1.强碱进入槽液中会引起强烈的中和反应,造成槽液沸腾,甚至损坏设备,故请避免混入此类物质。
2.设备上应有排气装置,避免现场生产人员不适;此排风管应予其它碱性药液排风管分离,避免引起不必要的异常。
3.铜离子会使得药液中铜保护剂分解,请避免将裸铜板放入槽液中,重工时亦请将线速调高,以残锡能刚好剥除为原则;请每周检查喷嘴是否有堵塞情况,并检查传动系统的顺畅性。
4.其余药液作业时注意事项,请详见MSDS各部份说明。
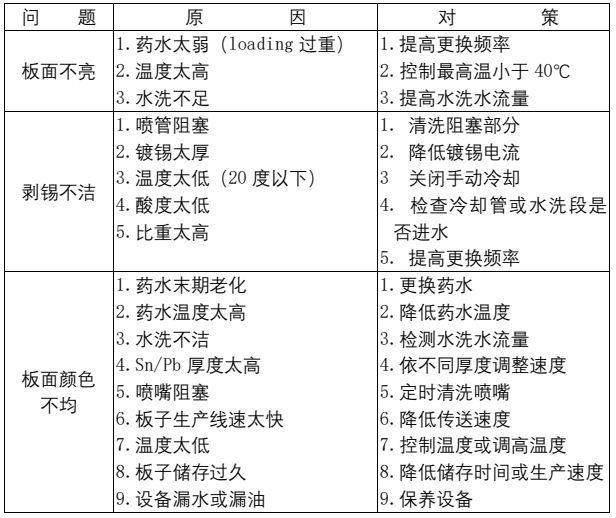
5.问题与对策: