有机可焊保护剂
ES-6010TX选化OSP
化金混载印刷电路板水溶性耐热型抗氧化剂
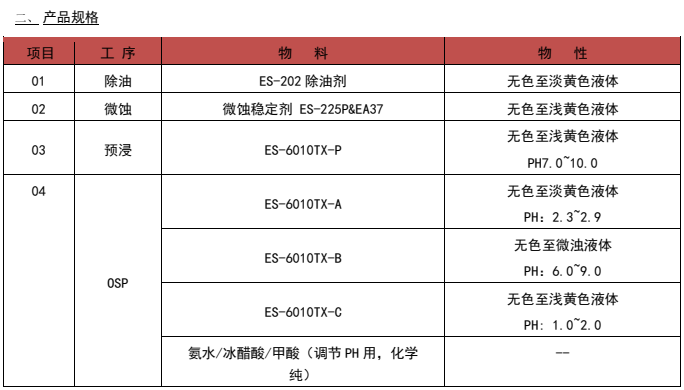
一、产品简介ES-6010TX是专为印制电路板混合金属表面涂覆而设计的新一代选择性有机护铜剂,完全适应于高温无铅装配工艺。ES-6010TX能在铜面上形成均匀的有机膜,而在金面上不成膜,保证金面的功能性。ES-6010TX所形成的有机膜具有防氧化、无铅耐热等功能,适用于现有各种印制电路板的制造。ES-6010TX防氧化工艺由预浸液ES-6010TX-P、原液ES-6010TX-A、增膜液ES-6010TX-B、和补充液ES-6010TX-C组成。
ES-6010TX工艺的特长:
(1)可有效防止化金部分变色。
(2)可在铜箔表面形成耐热,耐湿的有机皮膜。
(3)较诸以往的OSP产品,耐热性更加优异,经复数次回焊处理后仍可展现极佳的焊接性。
(4)具有极高的焊钖扩散性。
(5)对无铅锡膏的热回流(波峰)焊性有帮助。
(6)只要浸泡60~90 秒钟,即可形成皮膜。
(7)所形成的皮膜既薄又均匀,可使铜箔焊垫表面平滑,最适合使用于高密度组装的基板。
(8)不含有机溶剂,所以不怕会引火。
(注)
请绝对避免微蚀液中所含的硫酸根离子混进OSP槽液中,只要有100ppm 的硫酸离子(即硫酸30ppm 以上)混入OSP槽液中,其皮膜便会减薄,无法发挥充分的保护作用。挤水滚轮材质:聚氨酯(PU)、Rubycell P(Toyo Polymer)。
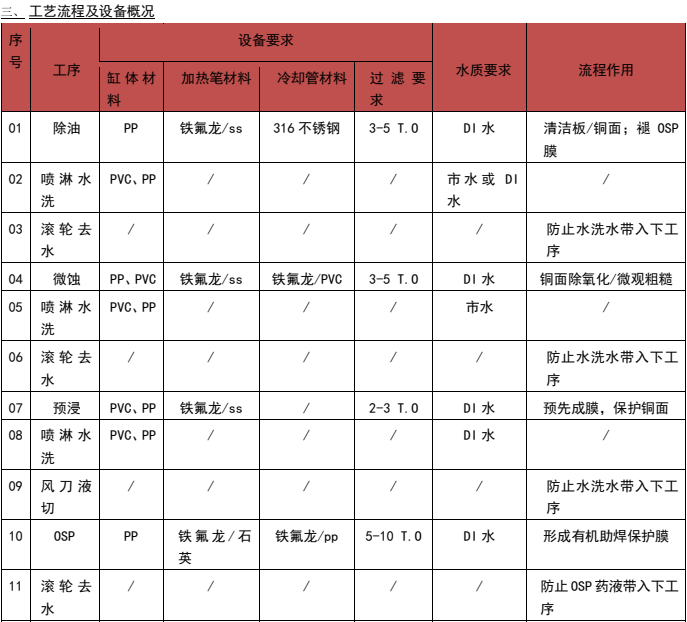
流程指引:
(1)输送速度输送(带)速度,应以印刷电路板浸泡于ES-6010TX槽液中的时间做为基准。浸泡时间以60秒为标准,但应做可调整至90秒为止之设定的设计。
(2)微蚀处理微蚀处理的目的乃在于去除黏附于印刷电路板铜箔表面的氧化物,使铜箔表面洁净并活性化。铜箔的微蚀量应设定在0.9~2.0um,如果微蚀量低于0.5um 以下,则很难形成适切有效的OSP皮膜。其标准处理条件则如下表所示:

微蚀剂可使用硫酸/过氧化氢体系微蚀剂(如我司ES-221xw),单过硫酸氢钾体系微蚀剂(如我司ES-225),但请避免选用在微蚀处理后会在铜箔表面形成有机皮膜(防锈膜)之类型的微蚀剂。
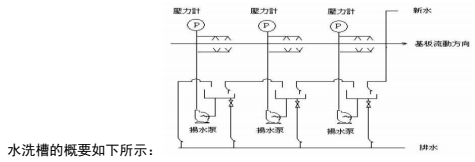
(2)微蚀后水洗微蚀处理后的水洗必须彻底执行,以免让微蚀剂混进下面工程。水洗工程则以三段喷洒水洗最为理想。对小口径导通孔的清洗则为提高清洗效果,可在水洗槽内加装超音波或水中喷洒等的清洗装置。清洗用水则应使用去离子水。
(3)去水分印刷电路板上的水分应去除烘干,以免把水分带进下面的工序中。去水分的工程,最好可以挤水滚轮与风刀搭配进行。风刀的安装,应以对印刷电路板上下垂直方向吹干的方式安装。风刀应使用來自吹风机的风。但不可使用來自空气压缩机的风,以免风中含有水分与油份。
(4)预浸处理预浸可以有效防止微蚀液(尤其是硫酸)被带进下面的工序,保护OSP槽液不被污染,并为铜面沉积均匀的OSP皮膜提供帮助;就涂布方式而言,可以用喷淋的方式进行。其标准处理条件如下:浓度:2~7% (注:根据现场条件作适当调整。) 温度:30~35℃(常温)时间:15~30 秒喷压:1.0~2.0Kg/cm2
(5)预浸后水洗水洗作业必须要做得彻底,以免把药水带进下面的工程。水洗工程则以3 段式的喷嘴冲洗法为佳。对小口径导通孔的清洗则为提高清洗效果,可在水洗槽内加装超音波或水中喷洒等的清洗装置。清洗用水则应使用去离子水。
(6)预浸后吹干进行OSP处理前,印刷电路板上的水分应去除,以免把水分带进造成OSP槽液浓度降低。去水分的工程,最好以挤水滚轮与风刀液切搭配进行。风刀的安装,应以对印刷电路板上下垂直方向吹干的方式安装。风刀应使用來自
吹风机的风。但不可使用來自空气压缩机的风,以免风中含有水分与油份。
(7) ES-6010TX 处理ES-6010TX处理段是由储液加热槽与处理印刷电路板的浸浴槽(处理槽)2 个槽组成。
Part A:储液加温槽为抑制因加热过度而起的结晶物产生,请把ES-6010TX槽液的加温循环限制在加温槽内。从加温槽送往处理槽的泵的送水量,起码要能保持80L/分(不同设备会有所不同)的流量。流量如果太少,浸浴槽中的ES-6010TX槽液摇动便会减弱,进而导致膜厚不足。为要防止产生于加温槽的结晶物跑进处理槽,请在配管的途中配装过滤器。过滤器可用孔径在30~50um 的滤心式过滤器。加温槽内可浮放吸油纸,以便吸附结晶物与有可能产生的油污。加温槽应安装液量计,以便随时查知液量。Part B:浸浴槽从浸浴槽(处理槽)把ES-6010TX槽液送回至储液加温槽用的配管,应设计得可以避免空气的卷进槽液中。如果有空气被卷进槽液中,将会促进结晶物的发生。要减少空气的卷入,可以在由浸浴槽而至加温槽的配管安装档板,或把回流槽液进加温槽的入口设在储液槽液面以下。
为提高浸浴槽中液体浓度的均匀性和OSP皮膜涂布的均匀性,浸浴槽内最好设置3~5组喷流水刀,以加强浸浴槽液的循环。浸浴槽的构造则应使底部倾斜,并把排液口设在其最低处,以免有槽液集存。
同时与最低处排液口的连接处的板材边缘也不要留下毛边,或黏合剂的凸起,以免槽液集存。因为集存的OSP槽液液在蒸发干燥后便会析出结晶。浸浴槽中传动滚轴的驱动部也应低于浸浴槽液面,同时在装置的运转中也要使传送滚轮能常泡在浸浴槽液中,以防止结晶的发生。当将储液槽的液体抽取至浸浴槽时,应使槽液从浸浴槽的下部流入,以便使液体向上冒出,进而产生由下而上的流动,提高液体的摇动效果。若浸浴槽中滚轮间隔过密,就算流量再大,槽液的摇动效果也会减弱。这时可在ES-6010TX槽液中设法安装几道可使液体向上喷流的细长孔,以便制造强制性的液体的流动。
浸浴槽的上部,请安装冲洗用喷嘴,作业终了时,为防止结晶,可以使用该喷嘴把去离子水或醋酸溶液喷洒在滚轮上,以便清洗滚輪。ES-6010TX槽液会散发醋酸的刺激性气味。为防止气味四溢,可将浸浴槽的上盖改为水封型构造,或在侧面窗加装衬垫,或把缝隙封死等,以提高其设备的密闭度。
(8)去除OSP药液为去除残留在电路板上的ES-6010TX槽液,请使用挤水滚轮和风刀等。由于挤水滚轮和风刀会因残留槽液的蒸发干燥而发生结晶,所以请做好防止结晶的操作,并经常检查滚轮和风刀状况,防止结晶返粘于板面影响制板外观。使用挤水滚轮时,请将滚轮压力调节至适当位置,因为过大的滚轮压力会导致皮膜厚度减薄。
(9)水洗为防止ES-6010TX槽液残留在电路板上,请彻底进行水洗。最好设置三段式的水洗流程,对小径导通孔的水洗,则为了提高水洗效果,请在水洗槽内安装超音波洗净装置或液中喷水(水刀)等装置。水洗用水则请使用去离子水。水洗用水的PH应大于4.5。由于OSP所形成的皮膜易受酸性液体的腐蚀,所以使用低PH 值的水清洗,将会把皮膜洗薄。
(10)烘干水洗后残留在电路板的水分,请彻底烘干。烘干条件,可以用80~90℃的温风,时间以30 秒为准绳。为提高烘干效率,可把吹风机上下搭配,分2-4 段吹干。
(11)设备抽风系统在微蚀槽与ES-6010TX处理槽,都需要安装排气设备,尤以ES-6010TX处理槽最为重要,由于有醋酸气味挥发的问题,必须配合适当的抽风量;
此外,ES-6010TX处理槽的抽气量对槽液浓度的控制也很重要,调整适当的抽气量对稳定槽液浓度是十分有效的操作手段;但过度的抽气量会导致蒸发量的增加,促使液中成分浓度急速升高。这种情形非仅会增加补充液的使用量,也会迫使分析频度大增,成本也随之增加。反之,如果排气不足,则将会带来气味四溢和有效成分浓度不断下降的问题。
合适的抽气量以每班次ES-6010TX槽液浓度变化幅度为准,在正常添加和补充液位的正常操作参数条件下,每班次ES-6010TX槽液有效浓度变化小于5%,则抽气量是合适的。