
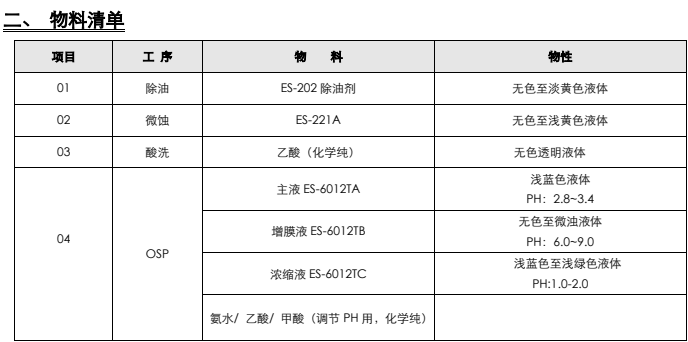
有机可焊保护剂ES-6012T耐高温OSP(抗氧化)
ES-6012T有机可焊保护剂是专门为无铅装配工艺设计的新一代有机可焊保护剂,该工艺在无铅焊接下可保持良好的可焊性。ES-6012T有机可焊保护工艺具有防氧化、无铅耐热、操作简单等特点,适用于高密度、细间距的印刷线路板的制造
ES-6012TOSP工艺的特长:
1、ES-6012TOSP工艺完全取消了铅,还可以减少化学品消耗,焊后残余物极少,离子污染浓度低,槽液维护方便,三废处理简便,适应绿色环保型生产方式;
2、焊盘平整,共面性好,适合SMT和细导线间距印制板的技术要求,同时可增加PCB成品板的电测试能力;
3、高可焊性,在(235±5)℃和3 s条件下可焊,不产生假焊,能与各型号锡膏兼容;
4、耐热冲击,能在260℃以上分解;
5、生产成本低(较HASL低25~50%);操作简便,处理方式可手动或自动化连续生产。
6、经耐高温药水处理后的电路板可经280℃高温工艺,承受回流焊3~5次,波峰焊2次。
7、真空包装保存一年后,电路板焊盘,铜孔仍保持着优良的可焊性和爬锡性。
8、经OSP处理后的电路板可多次返工,相比其它表面处理工艺风险更小,成本更低。
9、药水挥发极少,减少损耗;工作液浓度偏低时可用浓缩掖补充。
10、ES-6012TOSP药水槽液稳定,控制范围宽,避免出现结晶现象,药水性能稳定,可长期存放。
11、药水反应40秒成膜厚度可达到0.3μm以上,我司产品成膜结构均匀致密,0.3μm足以满足相关高标准性能测试。表面均匀,性能稳定,防氧化时间长(可达12个月)。
12、成膜的表面有机物质能和水溶性助焊剂相互匹配,与SMT及混合焊接技兼容,与所有类型之助焊剂兼容;特性通孔内的焊接性能方面和SMT焊垫上的焊锡延伸性能方面令人满意。
13、具有良好的抗潮性、耐热性,可经受多次热循环。具有与不洁助焊剂和锡膏的良好适应性,甚至在多次热循环后,仍可在电镀面的涂覆层具有无粘性,极薄和均质的特点。
14、由于是化学反应过程,在阻焊油、碳浆和多数金属物质的表面上都不会有涂覆层和残留物(即离子污染很少),所以能用于免洗制程。
15.本制程在化学反应活性和用热方面都很温和,不会有类似热风整平和镀镍金那样对阻焊油墨造成甩油之类的破坏。与热风整平相比,减少了阻焊油表面锡珠的问题,与镀镍金相比,具有更好的焊锡连接强度。
ES-6012TOSP卓越优势:
1、ES-6012T采用专为无铅装配工艺设计的,具有高热稳定性的唑类成膜剂;ES-6012TOSP膜之所以有较高的分解温度,是因为它是基于聚苯并咪唑锌的化合物与铜共沉积在6012TOSP膜中,其分解温度高达290度;
2、ES-6012TOSP的膜层为唑类分子与铜离子的不断反应,构成了纵横交错的网状“有机铜络合物”保护膜,该膜能保护铜面在恶劣环境下不被氧化;在后续的焊接高温中,该保护膜又能很容易被助焊剂迅速溶解清除,露出干净的铜面并在极短的时间内完成焊接;
3、预涂覆技术可以通过调整预涂覆溶液的PH值控制OSP的膜厚。调节溶液的PH值.促使唑类成膜剂和铜离子形成的具有更高耐热性的络合物并与其他具有强疏水性质的活性组分在铜面进行自组装, 形成致密且具有多分子层结构的金属有机络合物皮膜;ES-6012TOSP稳定的膜厚是它比其它OSP膜更卓越的原因之一。
4、微整平能力:ES-6012TOSP膜在膜形成的过程中具有较强的微整平能力,铜表面的粗糙度并没有影响到OSP膜的表面。当铜面不够平整时ES-6012TOSP能够为其提供更厚的膜厚,以达到所有表面要求的最小膜厚(由于PCB板在生产中各种不同的微蚀处理方法会产生不同的铜表面结构,所以必须要有足够的膜厚才能完全防止铜面氧化)。
5、OSP膜的主要成份:夹带有脂肪酸和唑类衍生物小分子的有机金属聚合物,这机金属聚合物提供了所需要的耐腐蚀性、铜附着性和表面硬度。
6、通过该多层膜结构具有强耐热性,强疏水性及强抗氧化性能,保证铜面在储存,运输中不氧化,并为多次无铅焊接过程提供极佳的可焊性
(注)
请绝对避免微蚀液中所含的硫酸根离子混进OSP槽液中,只要有100ppm 的硫酸离子(即硫酸30ppm 以上)混入OSP槽液中,其皮膜便会减薄,无法发挥充分的保护作用。
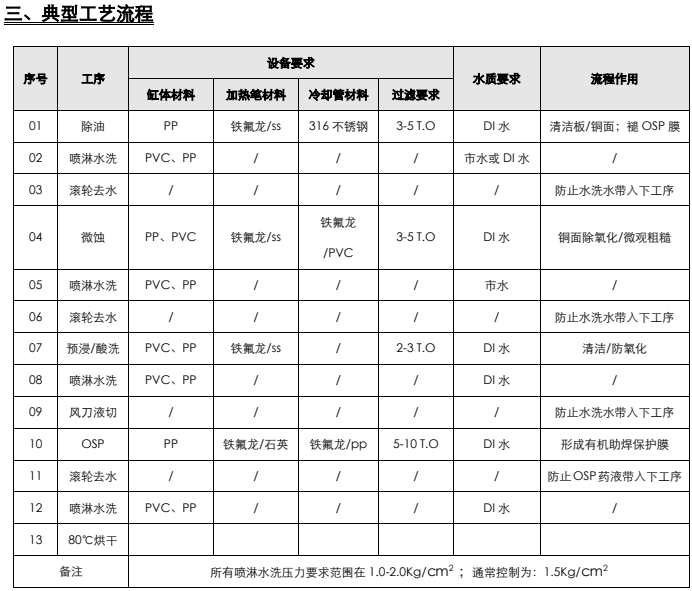
挤水滚轮材质:聚氨酯(PU)、Rubycell P(Toyo Polymer)。
流程指引:
(1)输送速度输送(带)速度,应以印刷电路板浸泡于ES-6012T槽液中的时间做为基准。浸泡时间以60秒为标准,但应做可调整至100秒为止之设定的设计。
(2) 微蚀处理微蚀处理的目的乃在于去除黏附于印刷电路板铜箔表面的氧化物,使铜箔表面洁净并活性化。铜箔的微蚀量应设定在0.5~2.0um,如果微蚀量低于1.0um 以下,则很难形成适切有效的皮膜。其标准处理条件则如下表所示。微蚀处理条件:

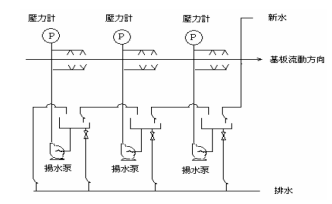
微蚀剂可使用硫酸/过氧化氢体系微蚀剂(如我司ES-221A)或单过硫酸氢钾体系微蚀剂(如我司ES-225),但请避免选用在微蚀处理后会在铜箔表面形成有机皮膜(防锈膜)之类型的微蚀剂。(3) 微蚀后水洗微蚀处理后的水洗必须彻底执行,以免让微蚀剂混进下面工程。水洗工程则以三段喷洒水洗最为理想。对小口径导通孔的清洗则为提高清洗效果,可在水洗槽内加装超音波或水中喷洒等的清洗装置。清洗用水则应使用去离子水。水洗槽的概要如下所示:
(4)酸洗酸洗可以有效防止微蚀液(尤其是硫酸)被带进下面的工序,保护OSP槽液不被污染,同时防止因水洗时间过长导致铜面二次氧化。
(5) 去水分印刷电路板上的水分应去除,以免把水分带进下面的工序中。去水分的工程,最好可以挤水滚轮与风刀液切搭配进行。风刀的安装,应以对印刷电路板上下垂直方向吹干的方式安装。风刀应使用來自吹风机的风。但不可使用來自空气压缩机的风,以免风中含有水分与油份。
(6)ES-6012T处理ES-6012T处理段是由储液加热槽与处理印刷电路板的浸浴槽(处理槽)2 个槽组成。
Part A:储液加温槽为抑制因加热过度而起的结晶物产生,请把ES-6012T槽液的加温循环限制在加温槽内。从加温槽送往处理槽的泵的送水量,起码要能保持80L/分(不同设备会有所不同)的流量。流量如果太少,浸浴槽中的ES-6012T槽液摇动便会减弱,进而导致膜厚不足。为要防止产生于加温槽的结晶物跑进处理槽,请在配管的途中配装过滤器。过滤器可用孔径在30~50um 的滤心式过滤器。加温槽内可浮放吸油纸,以便吸附结晶物与有可能产生的油污。加温槽应安装液量计,以便随时查知液量。
Part B:浸浴槽从浸浴槽(处理槽)把ES-6012T槽液送回至储液加温槽用的配管,应设计得可以避免空气的卷进槽液中。如果有空气被卷进槽液中,将会促进结晶物的发生。要减少空气的卷入,可以在由浸浴槽而至加温槽的配管安装档板,或把回流槽液进加温槽的入口设在储液槽液面以下。为提高浸浴槽中液体浓度的均匀性和OSP皮膜涂布的均匀性,浸浴槽内最好设置3~5组喷流水刀,以加强浸浴槽液的循环。浸浴槽的构造则应使底部倾斜,并把排液口设在其最低处,以免有槽液集存。同时与最低处排液口的连接处的板材边缘也不要留下毛边,或黏合剂的凸起,以免槽液集存。因为集存的OSP槽液液在蒸发干燥后便会析出结晶。浸浴槽中传动滚轴的驱动部也应低于浸浴槽液面,同时在装置的运转中也要使传送滚轮能常泡在浸浴槽液中,以防止结晶的发生。当将储液槽的液体抽取至浸浴槽时,应使槽液从浸浴槽的下部流入,以便使液体向上冒出,进而产生由下而上的流动,提高液体的摇动效果。若浸浴槽中滚轮间隔过密,就算流量再大,槽液的摇动效果也会减弱。这时可在ES-6012T槽液中设法安装几道可使液体向上喷流的细长孔,以便制造强制性的液体的流动。浸浴槽的上部,请安装冲洗用喷嘴,作业终了时,为防止结晶,可以使用该喷嘴把去离子水或醋酸溶液喷洒在滚轮上,以便清洗滚輪。ES-6012T槽液会散发醋酸的刺激性气味。为防止气味四溢,可将浸浴槽的上盖改为水封型构造,或在侧面窗加装衬垫,或把缝隙封死等,以提高其设备的密闭度。
(7)去除OSP药液为去除残留在电路板上的ES-6012T槽液,请使用挤水滚轮和风刀等。由于挤水滚轮和风刀会因残留槽液的蒸发干燥而发生结晶,所以请做好防止结晶的操作,并经常检查滚轮和风刀状况,防止结晶返粘于板面影响制板外观。使用挤水滚轮时,请将滚轮压力调节至适当位置,因为过大的滚轮压力会导致皮膜厚度减薄。
(8)水洗为防止ES-6012T槽液残留在电路板上,请彻底进行水洗。最好设置三段式的水洗流程,对小径导通孔的水洗,则为了提高水洗效果,请在水洗槽内安装超音波洗净装置或液中喷水(水刀)等装置。水洗用水则请使用去离子水。水洗用水的PH应大于4.5。由于OSP所形成的皮膜易受酸性液体的腐蚀,所以使用低PH值的水清洗,将会把皮膜洗薄。
(9)烘干水洗后残留在电路板的水分,请彻底烘干。烘干条件,可以用80~90℃的温风,时间以30 秒为准绳。为提高烘干效率,可把吹风机上下搭配,分2-4 段吹干。



